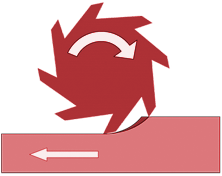
PERFORATION
Elle est réalisée au moyen d’un poinçon spécialement usiné, dont seule une petite partie doit pénétrer dans le matériau. L’épaisseur maximale pouvant être estampée est d’environ 10 mm. Les trous pré-percés dépassent de 0,1 mm. plus petit que le poinçon utilisé. Pour les gros trous, l’utilisation de verre ou de scie sauteuse est recommandée.
FRAISAGE
Pour les grandes séries, il est conseillé d’utiliser des fraises diamantées hautement révolutionnées, afin de prolonger la durée de vie utile de l’outil, ainsi que de ne pas l’appuyer contre le composite afin de ne pas y provoquer de brûlures et de délaminations et de prolonger la durée de vie de l’outil.
PERCER

Les forets au carbure standard conviennent à ce travail. La vitesse de coupe peut être la même que celle utilisée pour le bois. Pour éviter de s’écailler à la sortie du foret, nous vous recommandons de mettre un bloc de bois au dos de la pièce à percer.
RECTIFIÉ
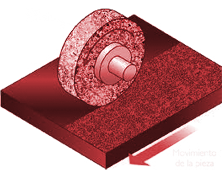
Cette opération est moins agressive que la précédente et sert à la remplacer, avec l’utilisation de machines et de roues spéciales, sur lesquelles nous pourrions fournir plus d’informations.
FILETÉ
Il n’est recommandé que pour les joints à faible demande. Si nécessaire, l’utilisation de pièces en acier filetées collées au composite donne de bons résultats.
FILED

Cela peut être fait avec des limes en fer, bien que pour les grandes séries, nous recommandons l’utilisation de limes diamantées.
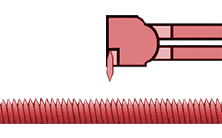
TONNE
Lorsque cette opération est effectuée, il faut tenir compte du fait que les fibres sont coupées transversalement, ce qui réduit les caractéristiques mécaniques du matériau. Ce travail peut être effectué sur n’importe quel tour mécanique en utilisant des outils en métal dur ou en diamant avec des vitesses similaires à celles utilisées pour le tournage du laiton et de l’aluminium. Les outils arrondis et refroidis améliorent la finition de la surface. Le point d’attaque de l’outil sera un peu au-dessus de l’arbre, la dépouille, et la coupe de la même doit être petite pour éviter de casser le matériau par torsion et améliorer la finition de surface.
COUPER

Cette opération peut être réalisée avec des scies à main en métal à dents fines de 24 à 32 dents par pouce. La lame de scie bimétallique donne de bons résultats. Pour les profilés fins, il est conseillé de monter la lame de scie sur l’arc à l’envers, c’est-à-dire avec les dents vers la poignée de l’arc, de cette façon, on évite que les dents se coincent dans les fibres et que des délaminations se produisent dans le composite.
La méthode qui donne les meilleurs résultats et que nous recommandons d’utiliser pour les séries longues est une fraise à lame diamantée refroidie à l’eau. La vitesse linéaire de la périphérie du disque ne doit pas être inférieure à 1 000 mètres par minute.