STAMPING
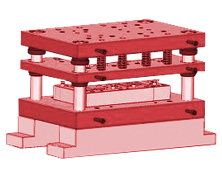
It is done by using and specially mechanized punch, which should only slightly penetrate into the material. The maximum thickness for stamping is about 10 mm. The stamped holes are 0.1 mm smaller than the stamp used. It is better to use cup or fret saws for large holes.
MILLING
High-speed mills should be used for large series, in order to maintain the useful life of the tool, as well as not pressing it against the composite in order to not produce burns and delaminating in the same and extending the life of the tool.
DRILL

Standard hard metal drills are appropriate for this work. The cutting speed can be the same as that used for wood. To avoid chipping at the outlet of the drill, we recommend using a block of wood on the reverse side of the piece to be drilled.
RECTIFYING
This operation is less aggressive than the previous one and is used instead of it, using machines and special grinding tools, of which we can give you further information.
THREADING
This is only recommendable for joints with very low demands. If necessary, it is best to use pieces of threaded metal stuck to the composite.
FILING

Files for metals can be used, although for large series we recommend using diamond files.
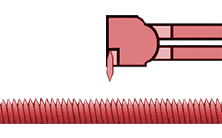
LATHING
When this is done, take into account that some fibres are cross-sectional cut, that way reducing the mechanical characteristics of the material. This work can be done on any mechanical lathe using hard metal or diamond tools with speeds similar to those used for lathing brass and aluminium. Round and cooled tools improve the surface finish. The cutting edge of the tool should be slightly above the axis, the draft and the work itself should be smaller to avoid breaking the material by torsion and improving the surface finish.
CUTTING

This operation can be carried out by fine-toothed handsaws for metals from 24 to 32 teeth per inch. Bimetal saw blades give good results. We recommend using the teeth of the saw blade backwards, that is to say, towards the handle of the saw for thin profiles, this way the teeth will not hitch on to the fibre strands and produce delaminating of the composite.
For better results with large series, we recommend using a blade saw with water-cooled, diamond blades. The linear speed of the disk fringe should not be below 1,000 meters per minute.